玉環(huán)雙山機(jī)械有限公司
Yuhuan Shuangshan Machinery Co. Ltd.為您提供全方面服務(wù)0576-81755168153 5567 8921全國24小時(shí)服務(wù)電話

玉環(huán)雙山機(jī)械有限公司
Yuhuan Shuangshan Machinery Co. Ltd.
玉環(huán)雙山機(jī)械有限公司
手機(jī):15355678921
電話:0576-81755168
傳真:0576-87119393
郵箱:yhzytools@163.com
地址:浙江省臺州市玉環(huán)市清港工業(yè)園區(qū)
時(shí)間:2019-08-11 03:02:23??瀏覽次數(shù):1991
機(jī)械手是現(xiàn)代自動化生產(chǎn)過程中具有抓取和移動工件功能的一種自動化設(shè)備。它是在機(jī)械化和自動化過程中發(fā)展起來的一種新型設(shè)備。機(jī)械手可以代替工人進(jìn)行一些危險(xiǎn)和枯燥的工作,減輕工人的勞動強(qiáng)度,同時(shí)提高工廠的生產(chǎn)效率。初始機(jī)械手主要用于輔助某一機(jī)床或某類機(jī)床,用于完成相應(yīng)的裝卸工作,其結(jié)構(gòu)相對簡單,專一性強(qiáng)。隨著工業(yè)自動化技術(shù)的發(fā)展,可編程機(jī)械手應(yīng)運(yùn)而生。由于它可以根據(jù)過程的變化來改變動作流程,所以它是通用的,因此也被稱為通用機(jī)械手。
(一)機(jī)械結(jié)構(gòu)組成和動作原理。機(jī)械手結(jié)構(gòu)示意見圖1,由如下幾個(gè)部分組成。
1.手部。也就是說,與物體接觸的部分。由于與物體的接觸形式不同,可分為夾緊型和吸附型。夾緊結(jié)構(gòu)復(fù)雜,但可抓取的工件類型較寬。吸附式只能抓取重量小、表面光滑的工件,但結(jié)構(gòu)簡單,穩(wěn)定性好,不對工件表面造成傷害。本設(shè)計(jì)采用吸附手結(jié)構(gòu)。
2.手臂。手臂是支撐被抓物體和手的重要部件。手臂的功能是驅(qū)動手抓住物體,并按要求將其搬運(yùn)到指定的位置。在本設(shè)計(jì)中,采用伺服電機(jī)和螺桿機(jī)構(gòu)實(shí)現(xiàn)手臂的牽伸和收縮。
3.立柱。列是支撐ARM的部分,并且該列也可以是ARM的一部分。臂的旋轉(zhuǎn)和舉升運(yùn)動與立柱密切相關(guān)。立柱采用伺服電機(jī)、減速器、螺桿機(jī)構(gòu),實(shí)現(xiàn)上下及旋轉(zhuǎn)運(yùn)動。
4.機(jī)座。支座是機(jī)械手的基礎(chǔ)部件,機(jī)械手執(zhí)行器的部件和驅(qū)動系統(tǒng)安裝在基座上,起到支撐和連接的作用。
機(jī)械手動作分為:1.手部的旋轉(zhuǎn)、2.手臂的上下運(yùn)動、3.手臂臂的前后運(yùn)動、4.立柱的旋轉(zhuǎn)運(yùn)動、5.吸盤的吸氣。用戶通過觸摸屏的編程畫面,對這5個(gè)動作任意組合,實(shí)現(xiàn)搬運(yùn)物品的工藝。
(二)工藝流程。機(jī)械手的工作除吸料由電磁閥控制外其它動作均由伺服電機(jī)驅(qū)動,分析工藝過程,一般將機(jī)械手放于兩沖壓機(jī)床之間,機(jī)械手的初始位置停在原點(diǎn)(原點(diǎn)應(yīng)在兩機(jī)床之間以防止回零時(shí)發(fā)生碰撞),按下啟動按扭后,機(jī)械手將原點(diǎn)→上升→左(右)擺→下降→吸料→上升→右(左)擺→下降→放料→上升→左擺到原點(diǎn),動作完成一個(gè)工作周期。機(jī)械手的下降、上升、右擺、左擺等動作轉(zhuǎn)換以及吸放料,都需要控制器來控制。
考慮到機(jī)械手的通用性,采用PLC+觸摸屏的方式對機(jī)械手進(jìn)行控制。當(dāng)機(jī)械手的動作流程發(fā)生變化時(shí),只需改變觸摸屏流程即可實(shí)現(xiàn),非常方便快捷。[4]
械手機(jī)械部分示意圖")
圖1 機(jī)械手機(jī)械部分示意圖
(一)控制整體架構(gòu)。本設(shè)計(jì)控制系統(tǒng)由觸摸屏、PLC、伺服驅(qū)動器和伺服電機(jī)組成;控制系統(tǒng)結(jié)構(gòu)簡圖如圖2所示。
結(jié)構(gòu)簡圖")
圖2 控制系統(tǒng)結(jié)構(gòu)簡圖
在控制架構(gòu)中,最頂層的為觸摸屏,中間層為PLC,下層為4個(gè)伺服驅(qū)動器和伺服電機(jī)。
(一)PLC端口定義。在整體軟件設(shè)計(jì)中,先定義PLC內(nèi)部的接口功能如表1,X為PLC輸入點(diǎn),接控住PLC外部信號。Y為PLC輸出點(diǎn),接PLC控制元件。
(二)PLC程序。PLC的程序架構(gòu)如圖3,各功能封裝成單獨(dú)為子程序。
表1 實(shí)體端口定義
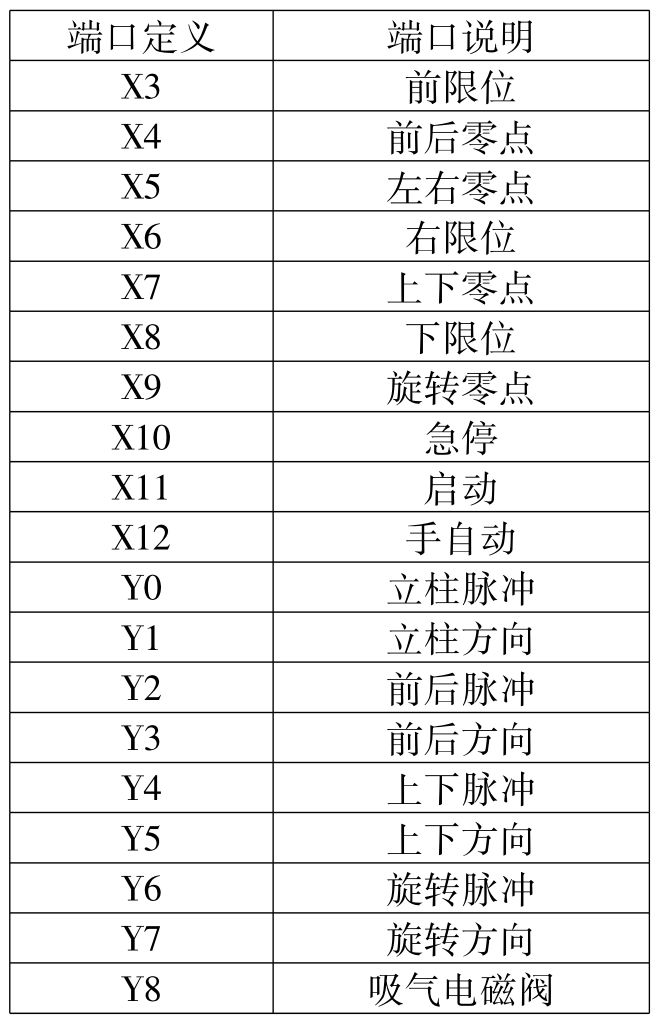
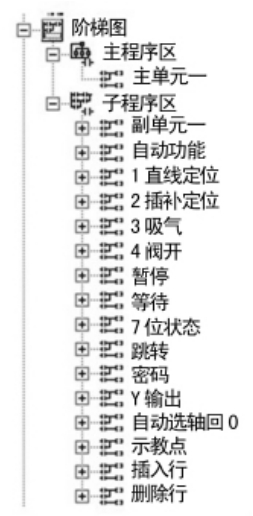
圖3 程序架構(gòu)
PLC主程序如圖4,依據(jù)D700里面的功能號來對各個(gè)子功能進(jìn)行調(diào)用。從而達(dá)到任意功能的任意組合。
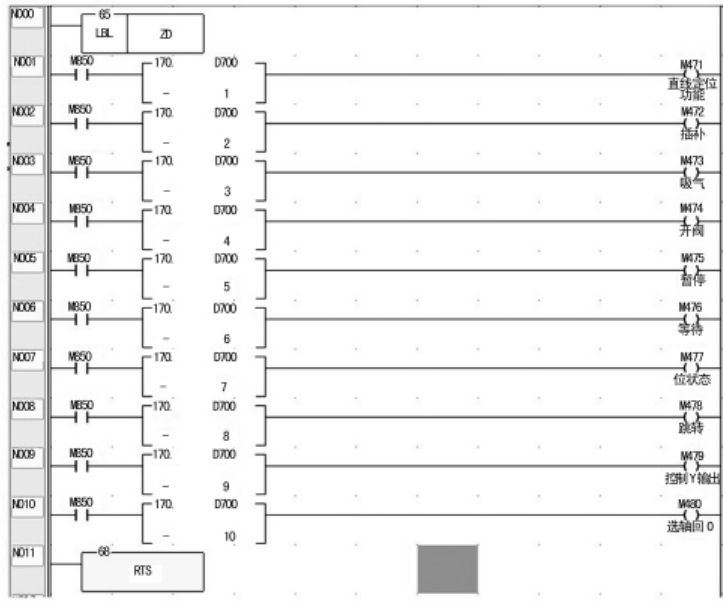
圖4 主程序
如圖4功能共有:1.直線定位功能,2.插補(bǔ)功能,3.吸氣,4.開閥,5.暫停,6.等待,7.等待位狀態(tài),8.跳轉(zhuǎn),9.輸出,10.回零。
圖4中M850是使能信號,D700是功能碼比較寄存器。當(dāng)使能信號來的時(shí)候,D700里的數(shù)據(jù)等于功能碼的值,則執(zhí)行該功能。功能碼D700的數(shù)據(jù)在觸摸屏中填寫。
PLC的子程序如圖5,圖5為吹氣的子程序。
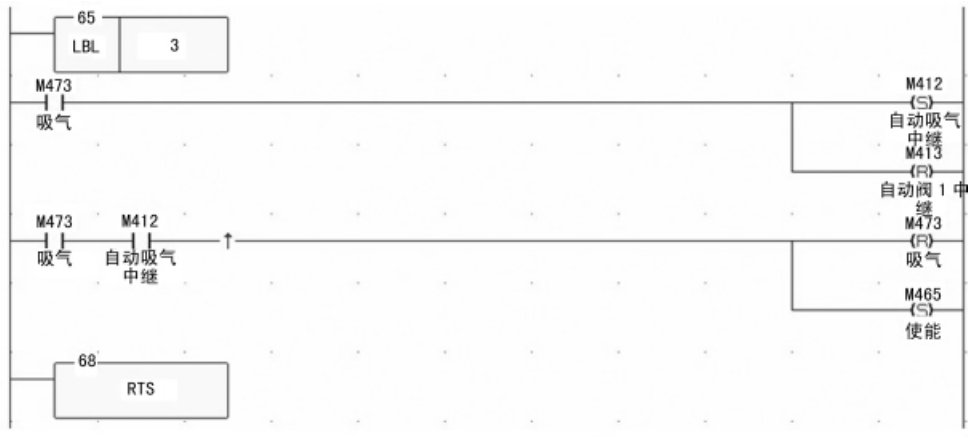
圖5 吹氣子程序
當(dāng)主程序運(yùn)行到吹氣功能時(shí),圖5中M473導(dǎo)通,后面M412置位,當(dāng)M412吸氣輸出打開后,M465使能信號置位,程序開始執(zhí)行下一個(gè)功能。
程序通過以上方式,達(dá)到流程任意組合的設(shè)計(jì)目標(biāo),大大提高了設(shè)備通用性。
(三)觸摸屏畫面。觸摸屏是用戶和設(shè)備的交互窗口,用戶通過對觸摸屏畫面的操作設(shè)置,來控制設(shè)備進(jìn)行生產(chǎn)。屏幕的畫面設(shè)計(jì)如圖6。

圖6 觸摸屏編程畫面
功能碼那一欄對應(yīng)PLC地址是D700,填入對應(yīng)功能的功能號,這一行就執(zhí)行相應(yīng)功能。右邊填寫相應(yīng)功能的參數(shù)。用戶按照自己的工藝需求,可以隨意編寫這個(gè)流程。按下啟動按鈕,M850使能信號觸發(fā)。流程會按圖6的表由上至下執(zhí)行。填表方法在畫面的右側(cè)有提示,非常方便快捷。
本設(shè)計(jì)主要完成了機(jī)械手控制回路的設(shè)計(jì),包括電氣控制方案的設(shè)計(jì),PLC回路的設(shè)計(jì),包括機(jī)械手工作流程的設(shè)計(jì),PLC梯形圖的設(shè)計(jì)和觸摸屏的設(shè)計(jì)等。
在本設(shè)計(jì)過程中,設(shè)計(jì)過程的關(guān)鍵點(diǎn)是用戶可以填寫表單書寫過程,有效地現(xiàn)場處理不確定因素,對定制產(chǎn)品的處理取得了良好的效果,具有良好的經(jīng)濟(jì)效益和社會效益。

玉環(huán)雙山機(jī)械有限公司?備案號:浙ICP備14026957號-2
電話:0576-81755168?傳真:0576-87119393
郵箱:yhzytools@163.com
地址:浙江省臺州市玉環(huán)市清港工業(yè)園區(qū)
浙ICP備14026957號-2


